According to AMPP's CoatingsPro, an estimated **75% of coating failures trace back to poor surface preparation**. Sherwin-Williams puts that figure even higher at 80%. Those numbers explain why abrasive blasting — the controlled process of propelling abrasive particles against a surface to clean, strip, or profile it — is standard practice across manufacturing, infrastructure, and aerospace.
Most people know it as "sandblasting." That term is outdated and technically imprecise. Silica sand has largely been replaced by purpose-engineered media, and the broader category — abrasive blasting — covers a family of methods each matched to specific substrates, tolerances, and finish requirements.
This guide breaks down what abrasive blasting is, how each method works, which media to use when, what equipment is involved, and what safety and compliance requirements apply.
Key Takeaways
- Abrasive blasting propels media at high velocity to clean, strip, or profile surfaces before coating or assembly
- Main methods: dry air blasting, shot blasting, bead blasting, soda blasting, and wet abrasive blasting — each suited to different applications
- Media ranges from steel grit and aluminum oxide to glass beads, garnet, and organic options like walnut shells
- Core equipment: air compressor, blast machine, hoses, nozzle, and appropriate PPE
- OSHA and NIOSH enforce mandatory exposure limits for blasting operations
- AMPP's C7 certification is the recognized credential for blast operators
What Is Industrial Abrasive Blasting and How Does It Work?
Abrasive blasting uses compressed air, centrifugal force, or mechanical means to propel abrasive particles against a surface at high velocity. The kinetic energy of those particles dislodges rust, mill scale, old coatings, and contaminants. At the same time, the impact creates a surface profile — a microscopic roughness — that promotes coating adhesion.
Suction vs. Pressure Blast Systems
Two primary system types handle most industrial work:
- Suction (siphon) systems draw abrasive into the airstream using a venturi effect. Lower media flow rates make them better suited to light-duty or small-scale applications.
- Pressure blast systems pre-pressurize abrasive directly into the airstream, delivering significantly higher media velocity and throughput — the standard choice for heavy-duty, large-scale work.
Surface Cleanliness Standards
Industry standards remove the guesswork. AMPP (formerly SSPC/NACE) and ISO 8501-1 define specific cleanliness grades:
| AMPP/SSPC Grade | ISO 8501-1 | What It Requires |
|---|---|---|
| SP-7 / Brush-Off | Sa 1 | Remove loose material; tightly adherent may remain |
| SP-6 / Commercial | Sa 2 | Staining on up to 33% of unit area acceptable |
| SP-10 / Near-White | Sa 2.5 | Staining on no more than 5% of unit area |
| SP-5 / White Metal | Sa 3 | No visible contaminants of any kind |
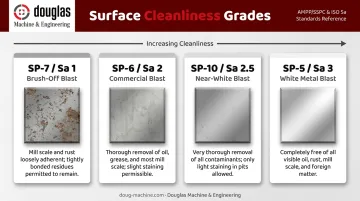
Always match the cleanliness grade to the coating's technical data sheet.
Why "Sandblasting" Is the Wrong Term
The term is still common in everyday speech, but silica sand as blasting media carries serious health risks. OSHA standards 29 CFR 1910.1053 and 29 CFR 1926.1153 set a respirable crystalline silica PEL of 50 µg/m³ as an 8-hour TWA. In practice, most professional operations have moved to purpose-engineered alternatives. "Abrasive blasting" is the accurate, current term.
Types of Abrasive Blasting Methods
Choosing the right blasting method comes down to five factors:
- Substrate material and its sensitivity to abrasion
- Required surface profile or finish
- Production volume and throughput demands
- Environmental constraints (dust control, containment)
- Part geometry and dimensional tolerances
Here's how the main methods stack up.
Dry Air Blasting
The most widely used method: compressed air propels dry abrasive through a nozzle directly onto the workpiece. It's fast, portable, and effective on steel structures, concrete, and pipework. The trade-off is significant dust generation, which requires containment systems and respiratory protection for operators.
Shot Blasting
Instead of compressed air, shot blasting uses a centrifugal wheel to hurl steel shot or grit at very high velocity. This suits high-volume operations — descaling structural steel, preparing ship hulls, conditioning large fabrications — where automated throughput and repeatable surface profiles matter more than field flexibility.
Bead Blasting
Glass or ceramic beads are spherical, so they peen rather than cut. The result is a smooth, matte finish without significant dimensional change — ideal for aerospace components, aluminum parts, and precision-machined surfaces where tight tolerances can't be compromised. DM&E operates an in-house blasting booth using steel shot and bead blasting as part of its surface preparation workflow for custom metal parts and fabricated assemblies.
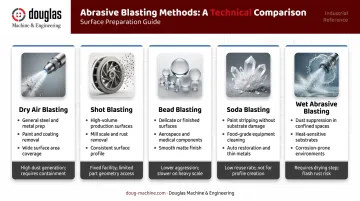
Soda Blasting
Sodium bicarbonate media removes paint and residue without profiling or damaging the substrate. It's water-soluble and non-destructive, making it the right call for fiberglass, thin metals, wood, or food processing environments where chemical contamination is a concern.
Wet Abrasive Blasting
Water mixes with abrasive media before propulsion, which cuts airborne dust significantly. Graco's dust suppression testing found vapor abrasive blasting produced up to 92% lower airborne particulates versus dry blasting in controlled conditions. Choose this method near occupied work areas, in environments with strict dust control requirements, or when blasting silica-containing materials or lead paint.
Abrasive Media: Matching Material to Application
Media selection determines surface profile depth, blasting speed, substrate condition after treatment, cost per cycle, and waste handling requirements. The options fall into three broad categories — metallic, mineral/synthetic, and organic — each suited to specific substrates and project constraints.
Metallic Abrasives
- Steel grit — Angular cutting action for deep profile creation and heavy rust/scale removal on structural steel. Harder grades reach 60 HRC minimum. Rated 10/10 for recyclability — cost-effective in closed-loop systems.
- Steel shot — Rounded profile produces compressive stress rather than cutting, making it the standard choice for shot peening. Also rated 10/10 for recyclability, so per-cycle costs drop sharply at high volume.
Mineral and Synthetic Abrasives
- Aluminum oxide — Mohs hardness of 9. Sharp, durable, and reusable. Suited for aggressive cleaning and profiling on hard metals and composites.
- Garnet — Mohs 7.5–8.0. Produces low dust, making it a reliable choice for steel and marine applications. Moderate reusability depending on grade.
- Crushed glass — Made from recycled material; provides aggressive paint removal. Angular but expendable — rated 1/10 for recyclability, so factor waste volume into project cost.
Organic and Eco-Friendly Abrasives
- Walnut shells — Approximately Mohs 3.5–4.5. Soft and biodegradable, suited for wood, plastics, and composites where surface dimensions must stay intact.
- Corn cob — Mohs 4.5. Gentle, compostable, and reclaimable for multiple cycles. Common for delicate surfaces and cleaning applications.
- Sodium bicarbonate — The media used in soda blasting. Non-profiling, water-soluble, and the softest option available for non-destructive coating removal.
A Note on Disposal
Media choice also affects disposal requirements. Spent media is regulated based on what it picked up during blasting, not its original composition. Under 40 CFR 261.24, media that leaches lead at 5.0 mg/L or more by TCLP testing qualifies as hazardous waste (waste number D008). If you're blasting surfaces with lead-based coatings, characterize your waste before pricing disposal — requirements and costs vary by state.
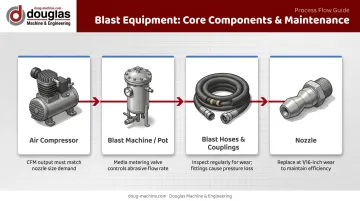
Key Equipment Components in an Abrasive Blasting System
Selecting the right equipment directly affects blast pressure, surface finish quality, and production speed. Four hardware components form the core of any blasting setup:
- Air compressor — Supplies pressurized air. Matching CFM output to nozzle demand is critical. Clemco's planning values show a 3/8-inch nozzle at 100 psi requires 196 CFM; a 1/2-inch nozzle needs 338 CFM. Undersized compressors drop effective blast pressure and slow production.
- Blast machine (pot) — Stores and meters abrasive into the airstream. Pressure pots deliver higher, more consistent media flow than suction setups.
- Blast hoses and couplings — Subject to high wear. Pressure loss through deteriorating hoses reduces nozzle velocity and blasting effectiveness.
- Nozzle — Controls stream shape and velocity. Replace once the orifice wears 1/16 inch beyond its original diameter; worn nozzles increase air consumption without delivering proportional blasting performance.
Air Quality and Filtration
Oil or water contamination in the compressed air supply causes media clumping and coating adhesion failures. Air dryers and inline filters are essential — skip them in humid environments and you risk ruined surface prep and failed coatings. For supplied-air respirators, OSHA 29 CFR 1910.134 requires breathing air to meet Grade D specifications — oxygen content 19.5–23.5%, carbon monoxide no more than 10 ppm, hydrocarbon condensate 5 mg/m³ or less.
Cabinet vs. Open-Site Blasting
- Blast cabinets — Enclosed chambers for smaller parts. Integrated media recovery and dust collection keep operations clean and contained.
- Open-site blasting — Used for large structures like bridges, tanks, and ship hulls. Portable equipment must be paired with containment tarps, vacuum recovery systems, and active dust management.
Safety Requirements and OSHA Compliance
Abrasive blasting generates fine airborne particulate. When that particulate includes silica, lead paint residue, chromate coatings, or heavy metals, the health consequences are serious and cumulative: silicosis, metal fume poisoning, and occupational lung disease.
Key Exposure Limits
- Silica PEL: 50 µg/m³ as an 8-hour TWA (OSHA 29 CFR 1910.1053 / 1926.1153)
- Silica action level: 25 µg/m³ — controls must be implemented at this threshold
- NIOSH silica REL: 0.05 mg/m³ for up to a 10-hour workday
Noise is equally serious. OSHA warns blasting frequently exceeds 100 dBA; a NIOSH health hazard evaluation measured 111 dBA during abrasive blasting — exceeding NIOSH's noise REL in under 90 seconds. Dual hearing protection is warranted above 100 dBA.
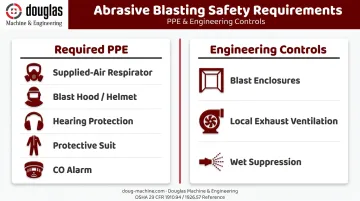
Required PPE and Engineering Controls
Per OSHA's abrasive blasting standards:
- Supplied-air respirator meeting NIOSH Grade-D breathing air specifications
- Blast hood or helmet (full coverage)
- Hearing protection rated for the measured noise level
- Protective suit and gloves
- CO alarms where oil-lubricated compressors supply breathing air
Engineering controls include blast enclosures, local exhaust ventilation, and wet suppression where dust levels cannot otherwise be managed.
Operator Certification
AMPP's C7 Abrasive Blaster Certification is the industry-standard credential for blast cleaning of steel and nonferrous surfaces, requiring:
- Coursework and a written examination
- Practical examination
- Documented field experience
Industrial buyers should verify that contractors or in-house operators hold this credential. Some states — California Title 8 Section 5151 and Washington WAC 296-840 among them — impose requirements beyond federal minimums.
How to Choose the Right Abrasive Blasting Method
Four variables drive the decision:
- Substrate type and sensitivity — Structural steel tolerates aggressive grit and high pressure. Aluminum, composites, and precision-machined parts require gentler approaches like bead blasting to preserve dimensional integrity.
- Required surface profile — Coating TDS documents specify anchor profile depths in mils or microns. Sherwin-Williams Macropoxy 646, for example, calls for SSPC-SP6 with an optimum profile of 2 mils (50 microns). The media and pressure must achieve that specific depth.
- Environment and scale — Shop conditions suit pressure pots or cabinets with integrated recovery. Large outdoor structures require open blasting with containment and environmental controls.
- Regulatory constraints — Some sites prohibit specific abrasives or mandate wet blasting for dust suppression. Lead paint removal triggers hazardous waste handling requirements regardless of method.
For aerospace and defense components, those four variables rarely exist in isolation — dimensional tolerances, material traceability, and process documentation must all be managed simultaneously. When surface preparation is treated as an afterthought, coating failures and rework follow. A manufacturing partner operating under a certified quality management system keeps blasting documented, inspected, and traceable at every step.
DM&E (Douglas Machine & Engineering) holds current ISO 9001:2015 and AS9100D certifications and performs abrasive blasting in-house as part of their powder coating facility, using steel shot, bead blasting, and other media to prepare surfaces before finishing. Because blasting sits within a single integrated workflow, surface preparation quality stays under their quality management system — not delegated to a separate supplier with its own documentation gaps.
On Cost
Blasting costs don't reduce neatly to a universal square-foot rate. Price is driven by cleanliness grade required, target surface profile, site access, containment complexity, media consumption, mobilization, and whether hazardous coatings (lead, chromate) are present. Request project-specific estimates and factor in waste characterization costs if existing coatings are unknown.
Frequently Asked Questions
How much does abrasive blasting cost?
Costs vary based on surface area, contamination severity, required cleanliness grade, containment setup, and media type. Hazardous coating removal (lead paint, chromates) adds significant cost due to waste characterization and disposal requirements. Get project-specific quotes rather than relying on generic per-square-foot figures.
What is abrasive blast cleaning?
Abrasive blast cleaning uses abrasive blasting specifically to remove contaminants, rust, mill scale, or old coatings from a surface — as opposed to peening or surface profiling. Cleanliness levels are graded by AMPP (formerly SSPC/NACE) and ISO 8501-1 standards, ranging from brush-off (Sa 1) to white metal (Sa 3).
Is sandblasting and abrasive blasting the same thing?
Sandblasting is an older term derived from using silica sand as media. Silica sand is now largely avoided due to silicosis risk, and "abrasive blasting" covers all methods using engineered media — making it the broader, more accurate term for current practice.
What are the different types of abrasive blasting?
The primary types are dry air blasting, shot blasting, bead blasting, soda blasting, and wet abrasive blasting. Each suits different surfaces, production scales, and finish requirements.
What are the four types of abrasives?
The four broad categories are:
- Metallic — steel grit, steel shot
- Mineral — aluminum oxide, garnet
- Synthetic — glass beads, silicon carbide
- Organic/natural — walnut shells, corn cob, sodium bicarbonate
Selection depends on required hardness, desired finish profile, reuse economics, and environmental constraints.
What qualifies as industrial cleaning?
Industrial cleaning refers to large-scale removal of contaminants, coatings, scale, or corrosion from equipment, structures, and components in manufacturing or infrastructure contexts. Abrasive blasting is one of the most common methods, typically required to meet specific cleanliness grades before coating, welding, or assembly.