Introduction
A project manager receives the final design spec for a critical defense bracket. The assembly must withstand significant structural loads while maintaining dimensional tolerances tight enough to pass AS9100D inspection. The decision looms: machine it, weld it, or both? Get it wrong, and the cost shows up in scrapped parts, missed delivery dates, and failed inspection reports.
Machining and welding serve fundamentally different purposes in modern manufacturing. Machining removes material with precision cutting tools to achieve exact dimensions and surface finishes. Welding joins separate metal pieces through metallurgical bonding to build structural assemblies. Both are essential, but choosing the wrong process—or failing to coordinate them—can set a project back weeks and inflate costs before the first part ships.
Key Takeaways
- Machining delivers tight tolerances (±0.001" or better) for precision components in aerospace, defense, robotics, and medical applications
- Welding creates strong structural joints for large assemblies common in construction, agriculture, and industrial fabrication
- The right process depends on tolerance requirements, part geometry, production volume, material type, and applicable compliance standards
- Many projects require both—welding to build the assembly, then machining to restore tolerances and achieve final fit
- Shops with certified capabilities in both processes under one roof eliminate vendor handoffs and keep quality accountability intact
What is Machining?
Machining is a subtractive manufacturing process that uses cutting tools to remove material from a workpiece, achieving precise shapes, dimensions, and surface finishes. Key processes include CNC milling, turning, drilling, and boring. CNC (computer numerical control) machining enables repeatability and tight tolerances across production runs — qualities that are non-negotiable in aerospace, defense, and pharmaceutical manufacturing.
Core Operational Benefits
Four capabilities define where machining outperforms other manufacturing methods:
- Tolerances from ±0.005" down to ±0.0005" on reamed holes, per ASME Y14.5 standards
- Identical parts across thousands of units once a CNC program is locked in
- Internal features — bores, channels, threads — that cannot be created through joining processes
- Fit-up precision critical in aerospace and defense, where dimensional variance causes assembly failure
The global precision machining market demonstrates this importance. Valued at $123.54 billion in 2025, the market is projected to reach $228.75 billion by 2033, growing at 8.1% annually. CNC operations account for 78.9% of this market, reflecting industry-wide reliance on automated precision.

Limitations to Consider
Three constraints determine when machining is the wrong tool for the job:
- Subtractive processes generate significant scrap — CNC machining removes 30–70% of source material, making it cost-prohibitive for expensive alloys like titanium
- Tooling, programming, and fixturing add upfront costs that hurt the economics of short production runs
- Machining shapes individual components — it cannot join separate pieces into an assembly
Use Cases of Machining
Specify machining when your part requires:
- Precision shafts, housings, brackets, and flanges with exact fit-up requirements
- Tight inspection tolerances in AS9100D-certified environments
- Internal features such as threaded bores, channels, or complex geometries
- Regulatory-compliant surfaces for pharmaceutical equipment or food-grade packaging machinery
These requirements show up consistently across aerospace structural components, robotics joint assemblies, and defense systems. DM&E's recently opened CNC production shop was built specifically to handle higher-volume work in these sectors — adding capacity where precision requirements are strictest.
What is Welding?
Welding is a fabrication process that joins two or more metal pieces by applying heat, pressure, or both to create a metallurgical bond. Key industrial processes include MIG (metal inert gas), TIG (tungsten inert gas), and arc welding. Structural and code-compliant welds — especially in aerospace and defense — require AWS-certified welders to meet strict inspection standards.
Core Operational Benefits
Welding is particularly well-suited for applications where scale and joint strength take priority:
- Scales from small brackets to 20-ton structural frames
- Produces bonds as strong as — or stronger than — the base metal when executed correctly
- Joining heavy materials through welding costs far less than machining from solid stock
- Accommodates assemblies too large for machining equipment
In the U.S. arc welding market, GMAW/MIG holds 35% market share, followed by SMAW/Stick at 26%, FCAW at 18%, and GTAW/TIG at 13%. MIG welding dominates automotive and industrial fabrication, while TIG welding is preferred for aerospace and food-grade stainless steel applications.
Limitations to Consider
Welding trades some precision for scale. Three limitations are worth accounting for:
- Heat-affected zones (HAZ) alter material properties around the joint, potentially reducing strength and ductility
- Heat-induced shrinkage and angular distortion change part dimensions, sometimes requiring rework
- AWS D1.1 structural welding standards allow root opening tolerances of ±1/16" — far looser than machining tolerances
Peak repair rates can reach 25% in specific locations for welded products due to distortion and defects. However, effective distortion control can eliminate scrap entirely — one case study reported a company reducing its distortion-related scrap rate from 60% to 0.
Use Cases of Welding
Those tradeoffs point to where welding is clearly the better choice:
- Large structural frames and chassis for agricultural equipment or defense vehicles
- Pressure vessels and tanks requiring strong, leak-proof joints
- Custom enclosures and brackets where joint strength matters more than dimensional precision
- Assemblies too large for machining or where cutting from solid stock would be wasteful
Welding dominates in agricultural machinery, construction structures, industrial fabrication, and defense vehicle manufacturing. In aerospace and defense — where weld integrity must meet rigorous inspection standards — AWS-certified welders like those at DM&E are essential to staying compliant.
Machining vs Welding: Quick Comparison
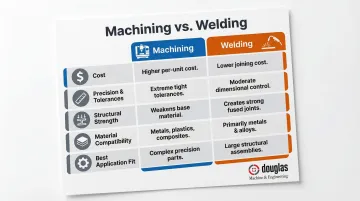
The right method depends on your tolerance requirements, material, and structural demands. Here's how the two processes compare across the factors that matter most in engineering decisions.
| Factor | Machining | Welding |
|---|---|---|
| Cost | Higher tooling and setup costs; cost-effective for precision high-volume runs | Lower per-unit cost for large structural assemblies; rework from distortion can add expense |
| Precision & Tolerances | Achieves tolerances of ±0.005" to ±0.0005" governed by ASME Y14.5 | Inherently less precise; AWS D1.1 allows fit-up tolerances of ±1/16" due to heat-induced distortion |
| Structural Strength | Shaped from solid stock; strength relies on material properties, not joints | Creates continuous metallurgical bonds ideal for load-bearing structures |
| Material Compatibility | Works on metals, plastics, and composites | Limited to weldable metals; requires matching filler materials and certifications |
| Best Application Fit | Precision parts, tight fits, complex geometries | Structural assemblies, large joins, high-strength bonds |
How to Choose: Machining vs Welding
Factor 1 — Tolerance Requirements
If the finished component must meet tight dimensional tolerances (±0.001" or tighter), machining is required. Standard CNC machining tolerances are ±0.005", with precision operations holding ±0.0005" on reamed holes. These tolerances align with ASME Y14.5 standards that govern aerospace and defense manufacturing.
If the primary requirement is structural integrity and joint strength with more dimensional flexibility, welding is appropriate. AWS D1.1 structural welding standards allow root opening tolerances of ±1/16", suitable for construction and heavy fabrication where exact fit-up is less critical.
Factor 2 — Part Geometry and Function
CNC machining excels at creating precise internal features—threaded bores, channels, pockets, and complex contours—on a single workpiece.
Welding is suited for assembling multi-piece structures where the joint itself carries load. If the design requires joining plates, tubes, or sections into a frame or enclosure, welding is the logical choice.
Factor 3 — Material Type, Thickness, and Volume
Thin or delicate materials with complex features → Machining prevents heat distortion and achieves precision.
Thick structural metals requiring strong joins → Welding is more economical than machining from solid stock. Machining generates 30–70% material waste, which becomes cost-prohibitive for expensive alloys.
High production volumes with repeatable dimensions → CNC machining amortizes tooling costs and delivers consistency.
Low-volume or one-off large structural assemblies → Welding avoids the setup costs and waste of machining.
Factor 4 — Industry and Compliance Requirements
Aerospace and defense components under AS9100D certification require precision machining for critical dimensions. ASME Y14.5 governs GD&T, and AS9100D mandates traceability, first article inspection (FAI), and configuration management.
Structural components in those same industries may also require AWS-certified welding. AWS D17.1 specifies fusion welding for aerospace applications, covering both procedure and performance qualification.
Food-grade and pharmaceutical components require surface finishes only machining can achieve. ASME BPE designates SF1 (≤20 µin Ra) for mechanically polished surfaces and SF4 (≤15 µin Ra) for electropolished surfaces to prevent bacterial growth.
Factor 5 — When to Use Both
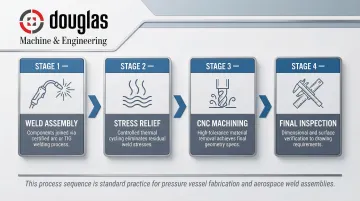
Many real-world projects require welding first to create the assembly, then machining to correct distortion, restore tolerances, and achieve final fit. Post-weld machining is standard practice in pressure vessel fabrication.
Example: A pressure vessel is welded to size, creating a strong structural assembly. Weld-induced shrinkage and distortion shift dimensions out of tolerance. The vessel is then stress-relieved and bored to final diameter, ensuring flange faces meet flatness and surface finish specifications. ASME PCC-2 explicitly outlines post-weld machining for flange face repair, requiring minimum finished heights after machining.
When both processes are required, working with a single partner who handles welding and machining in-house eliminates vendor handoffs and keeps quality control consistent across both stages. DM&E operates AWS-certified welders alongside a full CNC machining production shop under ISO 9001:2015 and AS9100D certification.
Situational Recommendations
Choose machining if:
- Precision, tolerances, and complex geometry are the primary requirements
- The part must fit into a tight-tolerance assembly
- Surface finish or dimensional accuracy is critical for compliance
Choose welding if:
- Structural assembly, joint strength, and large-scale fabrication are the primary requirements
- The design involves joining multiple pieces into a load-bearing frame
- Material thickness and size make machining from solid stock impractical
Choose both if:
- The project requires a structurally sound weldment that must also meet dimensional tolerances for fit, function, or compliance
- Weld distortion will shift critical dimensions out of tolerance
- Regulatory or customer specifications require post-weld machining
Real-world scenario: A defense bracket is welded for structural strength, creating an assembly capable of carrying the required structural load. Post-weld, the bracket is CNC-machined to restore bolt-hole positions and mounting surfaces to AS9100D inspection tolerances, ensuring proper fit and function in the final assembly.
Conclusion
Neither method is universally superior. The right choice depends on what the part needs to do. Precision and tight tolerances point to machining. Structural assembly and joint strength point to welding. Many aerospace and industrial applications demand both in sequence — welding to build structure, then machining to hit final dimensions.
Making that call early in the design phase prevents costly rework, shortens lead times, and keeps the project in compliance with industry standards. Choosing the right process — or the right partner who handles both — directly affects cost, schedule, and part reliability.
For programs that span aerospace, defense, agricultural, or industrial sectors, DM&E manages machining, welding, engineering, and project coordination under one roof. That consolidation eliminates handoff risk, reduces transportation costs, and keeps quality accountability in one place from concept through installation.
Frequently Asked Questions
Do machinists do welding?
Machinists and welders are specialized roles with distinct skill sets and certifications. Many full-service shops—including DM&E—employ both CNC machinists and AWS-certified welders in-house, with some technicians cross-trained across both disciplines.
Is machining stronger than welding?
Strength is not the right comparison—machining shapes material for precision, while welding creates structural joints. A properly executed weld can be as strong or stronger than the base metal. Machining does not create joints but achieves dimensional accuracy.
When should you weld instead of machine a part?
Choose welding when joining two or more metal pieces into a strong assembly—particularly for structural components, frames, or enclosures where joint strength matters more than tight dimensional tolerances.
Can the same part require both machining and welding?
Yes, many precision assemblies require welding to create the structure, then CNC machining to correct weld-induced distortion and achieve final dimensional tolerances. Engineers call this post-weld machining, and it is common in aerospace, defense, and pressure vessel fabrication.
Which process is more cost-effective for high-volume production?
CNC machining is more cost-effective for high-volume runs of precise parts once tooling and setup costs are amortized. Welding suits large structural assemblies or low-volume custom fabrications where cutting from solid stock would waste material.
What industries use machining more than welding?
Aerospace, defense, medical device, robotics, and pharmaceutical manufacturing rely heavily on precision CNC machining for tight-tolerance components. Industries like construction, agricultural equipment, and general industrial fabrication depend more heavily on welding for structural assemblies.