Introduction
Pharmaceutical manufacturing leaves no room for dimensional guesswork. A filling nozzle that's off by a few thousandths of an inch, a tablet punch with inadequate surface finish, or a valve body machined from the wrong alloy — any of these can compromise dosage accuracy, invite contamination, or trigger a regulatory action.
CNC machining addresses these risks through computer-controlled precision that manual fabrication cannot replicate consistently. Pharma manufacturing demands micrometer-level tolerances, Ra-rated surface finishes, and full material traceability for every component that contacts a drug product or its production environment.
This article covers why CNC machining is non-negotiable in pharma manufacturing, the specific methods used, the parts produced, the materials specified, and the quality documentation requirements that tie everything together.
Key Takeaways
- Pharmaceutical components require tolerances as tight as ±0.0005" — CNC machining is the only reliable way to achieve this at scale
- Product-contact surfaces demand Ra ≤ 0.8 μm finish to prevent microbial buildup on equipment
- Common methods: CNC milling, turning, Swiss-style machining, multi-axis machining, and EDM
- 316L stainless steel dominates direct-contact applications; PEEK and PTFE cover specialized polymer needs
- FDA 21 CFR Part 211, cGMP guidelines, and ISO 9001:2015 drive documentation and traceability requirements
Why CNC Machining Is Critical for the Pharmaceutical Industry
Precision That Affects Every Dose
The Tableting Specification Manual (TSM), published by the American Pharmacists Association, is the authoritative reference for tablet tooling in North America. Its core principle: punch working lengths directly control tablet thickness and weight.
Peer-reviewed research on continuous tablet manufacturing identifies die filling as the step that determines tablet weight variability. That makes die bore geometry and lower punch length process-critical dimensions — not secondary tolerances.
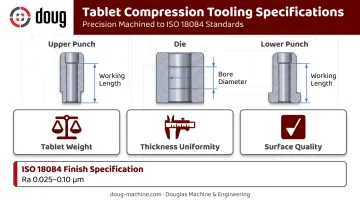
ISO 18084:2011, the international standard for tablet press punches and dies, specifies tolerances including h6 for punch barrel diameter and Ra 0.025–0.10 μm for cup radius and land surfaces. These are mandatory baselines for interchangeable, validated tooling, not optional guidelines.
To meet and exceed those baselines, DM&E (Douglas Machine & Engineering) achieves tolerances ranging from ±0.005 to ±0.0005 inches on machined components, verified through CMM analysis and first article inspection reporting.

Sanitary Surface Finish Requirements
Product-contact surfaces in pharmaceutical equipment must meet strict finish standards to prevent bacterial harboring. EHEDG guidelines specify:
- Metallic product-contact surfaces: Ra ≤ 0.8 μm
- Non-metallic product-contact surfaces: Ra ≤ 1.6 μm
These thresholds are significantly tighter than general industrial applications, where surface finish is primarily a dimensional or friction concern rather than a contamination control issue.
CNC machining — combined with post-machining processes like electropolishing — enables repeatable achievement of these specifications across production runs.
Regulatory Compliance Through Documentation
Achieving those surface and dimensional standards is only half the equation. FDA regulations require the documentation to prove it. 21 CFR 211.63 requires drug manufacturing equipment to be of appropriate design for its intended use, cleaning, and maintenance. 21 CFR 211.65 requires drug-contact surfaces to be non-reactive, non-additive, and non-absorptive.
CNC machining supports compliance through:
- Dimensional repeatability that validates process control across batches
- Material traceability tied to specific heat/lot numbers
- FAI reports that feed directly into IQ/OQ/PQ equipment qualification packages (Installation, Operational, and Performance Qualification)
- Controlled process documentation aligned with ISO 9001:2015 requirements
DM&E holds both ISO 9001:2015 and AS9100D certifications, with documented nonconformance handling, corrective action procedures, and customer/regulatory right of entry for audits.
CNC Machining Methods Used in Pharmaceutical Manufacturing
Pharmaceutical manufacturing demands tight tolerances, contamination-resistant surfaces, and components that can survive repeated sterilization. These five machining methods each address a specific range of those requirements.
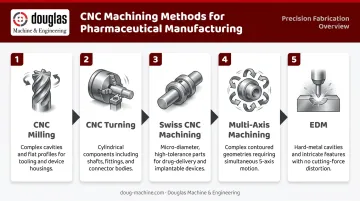
CNC Milling
CNC milling produces flat and contoured surfaces on pharmaceutical processing equipment: mixing vessel components, reactor flanges, equipment housings, and manifold blocks. Multi-directional cutting paths handle complex geometries while keeping surfaces burr-free — a sanitary design requirement since burrs create crevices that trap product residue and resist cleaning.
CNC Turning
Turning produces the cylindrical components that appear throughout pharmaceutical systems: valve stems, roller pins, filling nozzles, shaft components for conveyor and packaging equipment. CNC turning's strength is diametrical tolerance control and superior surface finish on round parts — critical when a filling nozzle's bore diameter directly controls dispensed volume.
Swiss CNC Machining
Swiss-style CNC machines feed barstock through a guide bushing with a sliding headstock, keeping the workpiece supported close to the cutting tool. This deflection control makes Swiss machining the right choice for small, long, high-precision cylindrical parts — auto-injector components, insulin pen mechanisms, miniature valve bodies, instrument probes. Single-operation production reduces part handling, which matters in pharmaceutical contexts where every transfer point is a potential contamination risk.
Multi-Axis (4- and 5-Axis) CNC Machining
Four- and 5-axis machining completes complex, multi-surface cuts in a single setup, eliminating fixturing errors that accumulate when parts are repositioned between operations. This is the preferred approach for:
- Drug delivery device housings with complex internal geometries
- Laboratory instrument bodies requiring multiple intersecting bores
- Custom implant-adjacent components with undercuts or compound angles
- Processing equipment components where multiple features must hold tight positional relationships
Electrical Discharge Machining (EDM)
EDM removes material through thermal electrical discharges rather than mechanical cutting — no cutting forces, no tool deflection. This makes it the right tool when conventional machining hits geometric or material limits:
- Intricate profiles in hardened tool steels
- Sharp internal corners that milling cannot reach
- Complex cavities in tablet compression tooling
DM&E includes EDM in its service portfolio for exactly these scenarios, handling cases where standard cutting methods can't achieve the required geometry.
Key Pharmaceutical Parts and Their CNC Machining Applications
Drug Delivery Device Components
CNC machining produces the mechanical components inside inhalers, auto-injectors, insulin pens, and implantable drug pumps. These parts require:
- Tight tolerances for reliable actuation and consistent dose delivery
- Biocompatible materials — titanium, 316L stainless, PEEK — depending on body contact requirements
- Both prototype and production-scale capability, so designs can be validated before regulatory submission
The ability to move from prototype to production without retooling makes CNC machining particularly valuable here. Pharmaceutical companies iterate on device designs throughout development; machined parts can incorporate design changes in days rather than weeks.
Tablet Tooling — Punches and Dies
Tablet compression tooling is where machining tolerances have the most direct impact on patient safety. Upper and lower punches, along with precision-bored dies, control:
- Tablet weight — determined by die fill depth and punch working length
- Thickness uniformity — controlled by punch tip and die bore geometry
- Surface quality — punch tip finish affects sticking and picking defects
ISO 18084:2011 specifies polished mirror finish (Ra 0.025–0.10 μm) for punch cup radius and land surfaces. Achieving this requires both precision CNC grinding and careful post-processing. Tooling should be inspected against TSM (North America) or ISO 18084 (international) drawing requirements at first article and after refurbishing.
Laboratory Equipment and Analytical Instrument Components
Drug development and quality control depend on lab instruments with dimensionally accurate components:
- Chromatography system fittings and column hardware
- Centrifuge components and rotor assemblies
- Sample preparation device bodies
- Mixing equipment parts
Dimensional accuracy here affects analytical result reliability — a chromatography fitting that doesn't seal precisely causes sample loss or pressure variance that corrupts data.
Pharmaceutical Processing Equipment Components
Beyond lab instruments, CNC machining produces the working components inside large-scale pharmaceutical processing equipment:
| Component | Function | Typical Material |
|---|---|---|
| Impeller blades | Mixing vessel agitation | 316L stainless steel |
| Valve bodies | Sterile fluid handling | 316L stainless steel |
| Reactor fittings | Process fluid connections | 316L stainless steel |
| Lyophilizer shelf supports | Freeze-drying systems | Aluminum or 316L |
These components commonly require electropolishing or passivation after machining to meet cGMP surface standards. Contract manufacturers that handle post-machining finishing coordination — electropolishing, passivation, and inspection — simplify the process for pharmaceutical clients managing tight validation timelines.
Pharmaceutical Packaging Equipment Parts
Packaging lines run continuously and face frequent sanitization cycles. CNC-machined packaging components include:
- Guide rails and product tracks
- Sealing plates and jaw components
- Blister pack tooling
- Labeling heads and applicator components
- Sensor mounts and brackets
- Feeding mechanism parts
Material selection for these parts balances mechanical durability with sanitizability — typically 316L stainless for product-contact elements and structural aluminum for frames and brackets.
Materials Used in Pharmaceutical CNC Machining
Metals
316L stainless steel is the dominant choice for direct-contact pharmaceutical components. FDA 21 CFR 211.65 doesn't name specific alloys — it requires surfaces to be non-reactive, non-additive, and non-absorptive — but 316L is specified because its molybdenum content provides superior chloride corrosion resistance compared to 304, and its low carbon content reduces sensitization risk during welding.
It also electropolishes well, achieving the smooth, crevice-free surfaces cGMP environments require.
Other metals by application:
- Aluminum alloys — non-contact structural components, equipment frames, lyophilizer components
- Titanium — specialized high-strength applications where weight or corrosion demands exceed what stainless delivers
Pharmaceutical-Grade Polymers
| Polymer | Key Properties | Common Applications |
|---|---|---|
| PEEK | High strength, chemical resistant, autoclavable | Valve seats, instrument components, bearings |
| PTFE | Chemically inert, low friction, FDA food-contact listed | Seals, gaskets, guide components |
| UHMW-PE | Excellent wear resistance | Guide rails, wear strips, conveyor components |
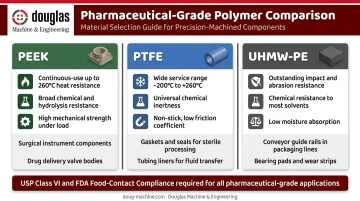
Material selection also depends on chemical compatibility with cleaning agents used in CIP (clean-in-place) and SIP (steam-in-place) processes, which can be aggressive. Every polymer choice requires supplier certifications — USP Class VI where applicable, plus 21 CFR food-contact compliance or customer-specific resin and additive documentation.
Material Documentation Requirements
Those certification requirements extend across all materials — metals and polymers alike. Every material used in pharmaceutical CNC machining needs a traceable paper trail:
- Mill certificates with heat/lot number
- FDA food-contact or USP Class VI compliance documentation where applicable
- Chemical composition verification
- Traceability linking material lot to finished component serial number
This documentation feeds directly into equipment qualification packages reviewed during FDA audits.
Regulatory Compliance: FDA, cGMP, and Quality Assurance
Regulatory Framework
Three primary frameworks govern pharmaceutical equipment manufacturing:
- FDA 21 CFR Part 211 — equipment must be appropriately designed, sized, and located for intended use, cleaning, and maintenance; contact surfaces must be non-reactive, non-additive, non-absorptive
- cGMP guidelines — require documented process control, batch records, and ongoing equipment qualification
- ISO 9001:2015 — provides the quality management structure (documented information, traceability, nonconformance handling) that underpins supplier qualification
An ISO 9001:2015-certified machining partner brings a quality management framework already aligned with these regulatory expectations — pharmaceutical clients don't need to build compliance infrastructure from scratch. DM&E holds both ISO 9001:2015 and AS9100D certifications, providing the documented controls these regulations require.
Quality Assurance Practices
Meeting these regulations in practice means demanding rigorous inspection at every stage of production. A qualified pharmaceutical CNC machining supplier should provide:
- Verifies incoming material certifications match purchase order requirements before machining begins
- Checks critical dimensions at defined intervals during production — not just at final inspection
- Generates CMM reports for complex or tight-tolerance features
- Measures surface roughness with profilometer data confirming Ra compliance on product-contact surfaces
- Delivers first article inspection (FAI) reports with comprehensive dimensional and material accountability
DM&E performs FAI per AS9102 standards, conducts CMM analysis via Exact Metrology, and verifies dimensions on certified granite tables. These inspection records directly support IQ/OQ/PQ equipment qualification documentation.
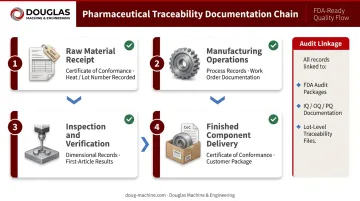
Traceability Requirements
Full traceability means every component can be traced from its material heat/lot through every manufacturing operation to the finished part. For pharmaceutical clients, this requires:
- Certificates of conformance from the machining supplier
- Material certifications with lot numbers linked to specific production batches
- Inspection records tied to individual components
- Change control documentation for any process modifications
DM&E's quality system enforces controls that directly support pharmaceutical audit readiness:
- Non-conforming material cannot ship without prior written consent
- Corrective action is required from suppliers on any documented failure
- Process changes affecting fit, form, or function must be communicated in writing before implementation
Frequently Asked Questions
What is pharmaceutical CNC machining and fabrication?
Pharmaceutical CNC machining is the use of computer-controlled precision equipment to manufacture components for drug production, delivery, and packaging systems. It combines tight dimensional tolerances with sanitary surface finish requirements and full material traceability to meet FDA and cGMP standards.
What CNC machining methods are most commonly used in pharmaceutical manufacturing?
CNC milling and turning handle most equipment components; Swiss-style CNC produces small, high-precision cylindrical parts like auto-injector components; multi-axis machining handles complex geometries in drug delivery devices and lab instruments. EDM covers intricate features in hardened tooling materials.
What materials are approved for pharmaceutical CNC machined parts?
316L stainless steel is the primary choice for direct-contact components due to its corrosion resistance and electropolishability. FDA-compliant polymers — PEEK, PTFE, UHMW-PE — cover specialized applications. All materials require certifications documenting USP Class VI or FDA food-contact compliance where applicable.
How does CNC machining support FDA and cGMP compliance?
CNC machining delivers the dimensional repeatability, material traceability, and inspection documentation that pharmaceutical equipment qualification requires. FAI reports, CMM data, and certificates of conformance directly support IQ/OQ/PQ packages and FDA audit readiness.
What types of pharmaceutical parts are commonly made using CNC machining?
Common categories include:
- Tablet punch tooling and compression dies
- Drug delivery device components (inhalers, auto-injectors, insulin pens)
- Laboratory instrument parts
- Pharmaceutical packaging equipment components
- Processing equipment parts: valve bodies, impeller blades, and reactor fittings
How do I choose a CNC machining partner for pharmaceutical applications?
Look for ISO 9001:2015 certification, demonstrated experience with sanitary surface finish requirements, and the ability to provide complete material certification packages. DM&E coordinates outsourced processes — heat treatment, plating, finishing — under a single project management model, reducing vendor complexity and keeping quality accountability with one point of contact.